Премудрости послепечатных технологий
Андрей Крылов
Этот адрес электронной почты защищён от спам-ботов. У вас должен быть включен JavaScript для просмотра.
В страшном сне резчику типографии, наверное, могут присниться две вещи. Во-первых, когда не срабатывает система безопасности резальной машины (а наяву для этого надо очень постараться), а во-вторых, когда на верху стопы после резки, как в салате, всё смешалось — просто резчик неудачно передвинул стопу.
Информацией о различных видах бумагорезального оборудования поделился специалист по финишному оборудованию фирмы ООО «Гейдельберг-СНГ» Алексей Орлов.
КомпьюАрт: Вначале давайте определим, какие полиграфические изделия можно отнести к малоформатным.
Алексей Орлов: К малоформатным изделиям можно отнести визитки (~50x90 мм), этикетки (~60x70 мм), специальные или акцизные марки (~20x40 мм). Причем если этикетки после резки случайно перепутаются, то их можно относительно легко
собрать в стопу и упаковать. Гораздо больше времени и нервов уйдет, если рассыпались пронумерованные в стопе акцизные марки, изготовленные, например, способом высокой печати. Стопу, естественно, соберут, но возможная потеря одной акцизной марки при этом может поднять по тревоге режимные службы Гознака.

Специалист по финишному оборудованию ООО «Гейдельберг-СНГ» Алексей Орлов с помощью ножниц и листа бумаги может объяснить все премудрости резки
КА: Различается ли резальное оборудование для резки малого, средних и больших форматов?
А.О.: Резка на малый формат производится на тех же машинах, что и на большой. Вся хитрость заключается в использовании специальных приспособлений, периферийных устройств, которые синхронно работают с резальной машиной.
Отметим, что резка листов на этикетки возможна как на одной машине, так и на двух, установленных, как говорится, в линию, а на самом деле — перпендикулярно. Если рассматривать оборудование фирмы polar, то это будут две модели машин — Polar 137 Autotrim M и Polar Autocut AC 115.

Сначала расскажу о машине Polar 137 Autotrim М с длиной реза 137 см, которая снабжена дополнительными опциями и может автоматически удалять отходы во время резки, выравнивать стопы после резки и осуществлять разгрузку. На этой машине вначале делаются резы на полосы, которые затем переворачивают вручную на 90°, и происходит резка на «столбики».

Оборудование для резки этикеток — Polar 137 Autotrim M (вверху) и Polar Autocut AC 115
Благодаря позиционированию автоматической станции выравнивания справа, могут также выполняться и все стандартные функции быстродействующей резальной машины Polar 137 XT.
Модель Polar Autocut AC 115 имеет длину реза 105 см и, в отличие от 137й модели, может обандероливать стопу этикеток с помощью встроенной упаковочной машины. Эта модель работает в линию, например, с вышеуказанной машиной Polar 137 Autotrim М, на которой происходит начальная резка на полосы, а затем в автоматическом режиме, без участия резчика, они перемещаются на машину Polar Autocut AC 115. Такая линия называется LabelSystem21.
КА: А теперь расскажите о главном — о самой технологии резки на малый формат.
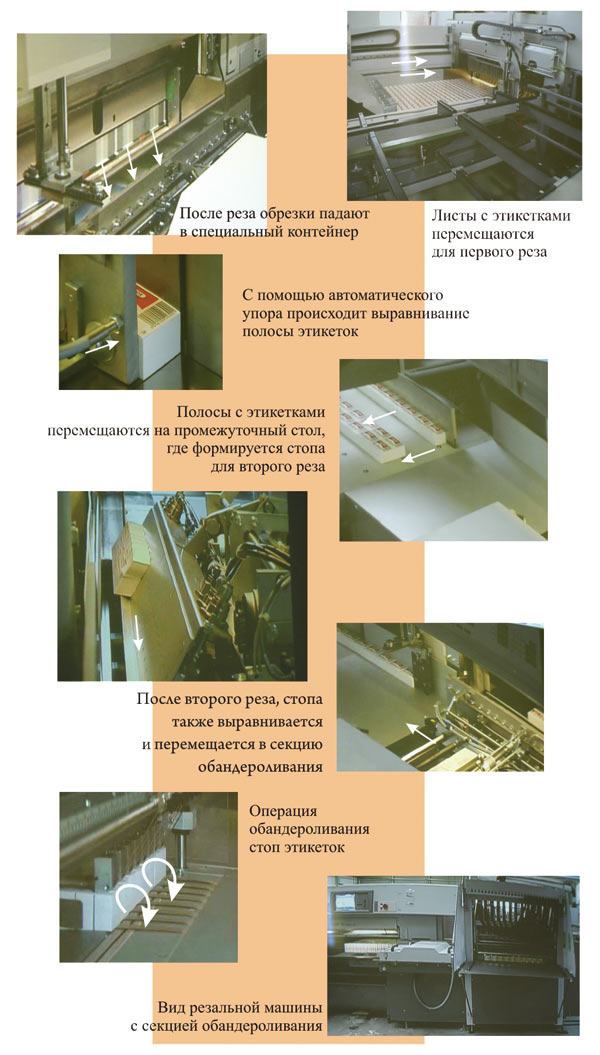
А.О.: Для читателей информацию лучше представить в виде покадровой верстки (что мы и сделали. — Прим. авт.), а я упомяну о специальном прижиме, который опускается перед операцией реза на стопу перед ножом, в результате чего исключается смешивание верхних этикеток стопы после поднятия ножа. Обрезки при такой технологии после реза попадают не на стол, с которого резчик обычно их смахивает в корзину рукой и может случайно задеть полосы с этикеткой, а в специальный приемник, расположенный между столом и ножом.
КА: Теперь я понимаю, как образуется обандероленная стопа специальных или акцизных марок по 500 экземпляров в стопе с ненарушенной нумерацией. Затем марки попадают на завод — изготовитель табачной продукции. Там они загружаются в специальный контейнер и на конвейере наклеиваются на пачки сигарет.
А.О.: Да, таким образом современные технологии резки помогают государству получать дополнительную прибыль с курящего населения.
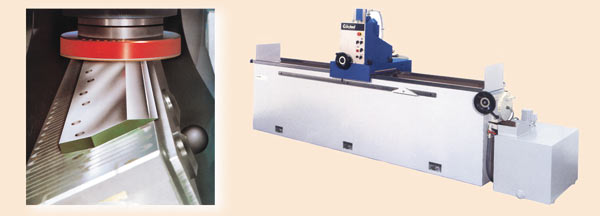
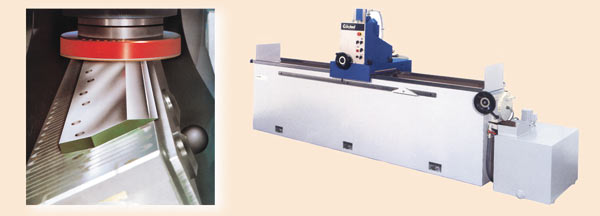
Заточной станок фирмы Gockel. Заточка ножей выполняется с помощью специальных камней
КА: Давайте в продолжение темы поговорим о заточке ножей для любых видов резки. Какие факторы влияют на срок службы ножа, как определить, что нож затупился, на каком оборудовании выполняется заточка?
А.О.: Сегодня стоимость заточки одного ножа составляет от 20 долл. и зависит от его длины. Вес ножа среднестатистической резальной машины — 3040 кг. Обычно при интенсивной работе нож служит дватри года, при этом его наконечник стачивается на величину до 6 см.
Если типография имеет одну резальную машину, выгоднее точить ножи в сторонней организации, если же типография крупная и резальных машин более десяти, то лучше иметь затачивающее оборудование, которое по цене сопоставимо с одной резальной машиной.
Стоимость ножей колеблется от 400 до 1000 евро и зависит от вида стали, из которой они изготовлены.
Длительность службы ножа зависит от таких факторов, как:
- качество заточки;
- материал, на котором идет работа. Например, офсетную бумагу можно резать месяц, а меловку — одну смену, так как с мелованной бумаги в процессе резки осыпается мел, который попадает в канавку на марзане, уплотняется и становится близким по плотности к камню. Таким образом, когда острие ножа постоянно соприкасается с «камнем», срок его службы уменьшается;
- качество настройки ножа на резальной машине. Если раньше на старых машинах смена ножей и система настраивались по верхней мертвой точке (нож поднимается наверх, происходит его замена, затем он опускается и с помощью прокрутки винта происходит его подгонка относительно марзана). Сегодня, правда, пока только на Polar’ах, смена ножа и регулировка осуществляются в нижней мертвой точке. Это так называемая система Optiniaf — нож опускается вниз и под собственным весом ложится на марзан, где происходит бесступенчатая регулировка. Таким образом обеспечиваются идеальные условия процесса реза — нож лишь «нежно» касается марзана. Поэтому, когда на марзане канавка отсутствует, срок службы ножа при резке меловки увеличивается гдето в полтора раза.
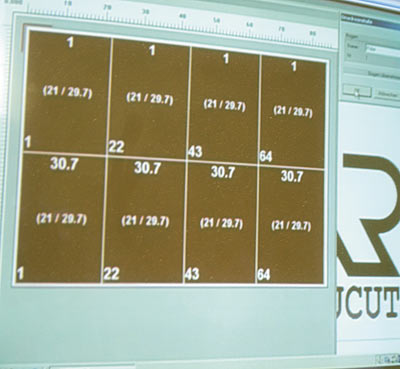
Экран монитора резальной машины с заданием разрезать лист на стандартный формат
КА: А может ли монитор резальной машины показывать степень остроты ножа?
А.О.: Над этим работы еще ведутся, а пока мы предлагаем опциюиндикатор, которая измеряет нагрузку при резе, то есть чем тупее нож, тем больше нагрузка в зоне разрывного болта. А разрывной болт — это специальный предохраняющий механизм, который при попадании посторонних веществ в зону реза, например металла, разрывается и останавливает нажим ножа от работающего привода.
Раз уж речь зашла о мониторе, то в заключение можно добавить о программировании резальной машины, которое может осуществляться четырьмя способами:
- вручную — когда резчик вводит параметры с помощью клавиш на экране;
- резкой по крестам — когда на опытном печатном листе имеются метки, машина их считывает, лист переворачивается, снова происходит считывание и так пошагово формируется программа резки;
- стандартной работой — когда, например, нужно разрезать лист бумаги на заданный формат А4, то есть задаются параметры листа на входе и формат листа на выходе;
- программистом — когда в типографии относительно большое количество машин, то информация о резке поступает с компьютера и вводится уже не резчиком, а программистом.
Иногда требуется запрограммировать до 200 шагов, поэтому автоматизация ввода информации существенно облегчает работу на резальной машине.
Мир Этикетки 6'2009
|