CATIA расширяет горизонты: эксплуатация NC-Machining на ОАО «КАМОВ»
Л.А.Новикова
Ведущий инженер-технолог ОАО «КАМОВ».
Ю.С.Щетинин
Главный технолог ОАО «КАМОВ».
В течение последних лет конструкторами ОАО «КАМОВ» успешно велась работа по автоматизированному проектированию деталей и агрегатов вертолетов марок Ка-226, Ка-60 и других в системе CATIA V4 (на UNIX-платформе). Однако осуществление процесса сквозной автоматизации — от создания математических моделей деталей до изготовления их на станках с ЧПУ — не представлялось возможным из-за ограниченных возможностей имевшегося модуля CATIA V4, необходимого для разработки управляющих программ для механической обработки деталей на станках.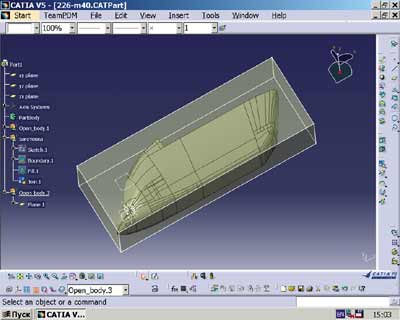
Такая возможность появилась с получением в эксплуатацию системы CATIA V5 R5 с модулем для разработки управляющих программ. В течение года технологи-программисты отдела автоматизированной подготовки производства ОАО «КАМОВ» использовали мощный инструмент для расчета управляющих программ для станков с ЧПУ в виде модуля NC-Machining, включающего Prismatic Machining (2,5-осевое фрезерование) и 3-Axis Surface Machining (3-координатная механическая обработка). В настоящее время из конструкторского бюро математические модели деталей вертолета по сети поступают в технологический отдел, в котором происходит внесение в модели недостающей технологической информации, проектируется технологическая оснастка для изготовления этих деталей и крепежные приспособления, и далее по доработанной модели составляются управляющие программы для станка с ЧПУ.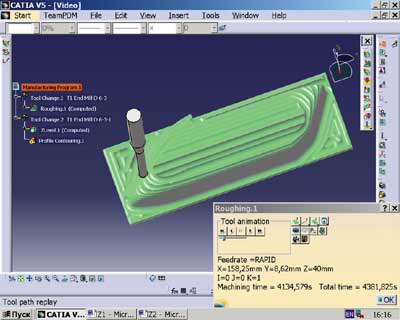
В системе CATIA между геометрией детали и модулем ЧПУ осуществляется ассоциативная связь. Изменение геометрии влечет за собой автоматический пересчет траектории движения инструмента. В условиях опытного производства, где модификация геометрии изделий происходит регулярно, это значительно сокращает время составления управляющих программ.
Кроме того, процесс разработки подобных управляющих программ во многом упрощает древовидная структура (как неотъемлемый элемент интерфейса V5), которая позволяет не только быстро прослеживать и модифицировать геометрию изделия, но и отображать последовательность технологических операций, переходов и используемый при этом режущий инструмент.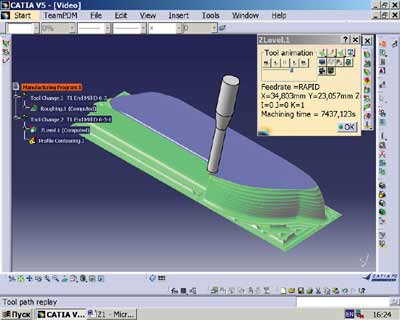
По структурному дереву в любой момент можно воспроизвести процесс механической обработки, проанализировать и отредактировать его. Стратегия обработки, просчитанная один раз и помещенная в дерево, может быть легко модифицирована. Например, для того чтобы использовать для обработки другой режущий инструмент, нет необходимости составлять новую программу. Достаточно изменить геометрию инструмента — и это приведет к автоматической корректировке управляющей программы. Таким же способом можно отредактировать любой другой технологический параметр обработки (припуск, расстояние между проходами, глубину съема материала, метод врезания и отхода от заготовки). Следует отметить, что пересчет траектории движения режущего инструмента после внесения изменений происходит очень быстро.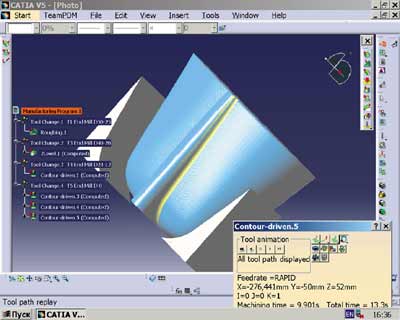
Существует возможность выбора разнообразного режущего инструмента, даже при необходимости использования специального инструмента и помещения его в библиотеку инструментов.
Моделирование оправок для режущего инструмента, крепежных приспособлений с дальнейшим контролем на столкновение и врезание, а также возможность быстрого редактирования управляющих программ позволяет избежать поломки режущего инструмента и порчи заготовок.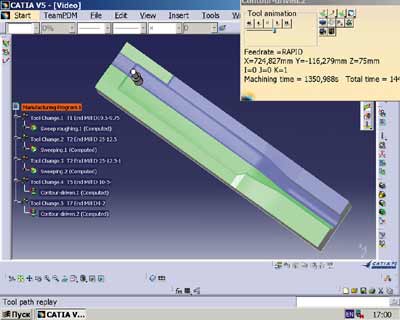
Используемая система разработки управляющих программ дала возможность составлять шаблоны стратегий обработки и применять их при создании управляющих программ на типовые детали. Это позволяет использовать ранее накопленный опыт квалифицированных специалистов для обучения молодых технологов-программистов.
Надо отметить, что ОАО «КАМОВ» является одним из первых предприятий в России, которое на практике использовало модуль NC-Machining системы CATIA.
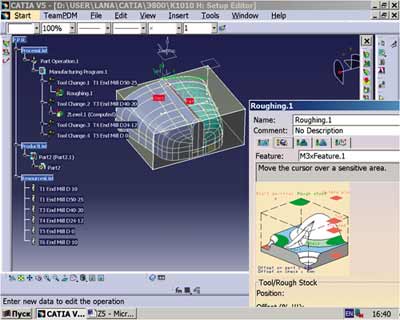
Рассмотрим возможности модуля NC-Machining при разработке управляющих программ и изготовлении изделия на станке с ЧПУ на примере пресс-формы для формования лопасти хвостового винта вертолета:
- Математическая модель лопасти хвостового винта из конструкторского бюро поступает в технологический отдел, в котором с ее помощью проектируются пресс-формы. Технолог-программист, получив чертежи пресс-формы, составляет управляющие программы для механической обработки на станках с ЧПУ. Возможность задания локальной системы координат и установления связи с машинными осями станка позволяет ориентировать деталь в пространстве с учетом технологических баз и конструктивных особенностей, полностью имитировать расположение детали на станке.
- Следующим этапом работы программиста является определение заготовки для будущей пресс-формы. Система автоматически определяет минимальные размеры прямоугольной заготовки, что приводит к значительной экономии материала. Далее указывается геометрия обрабатываемой поверхности и плоскость безопасности.
- Для черновой обработки выбирается стратегия Roughing, позволяющая автоматически определить зоны снятия лишнего материала из заданной заготовки. Движение инструмента осуществляется в параллельных плоскостях с фиксацией одной из осей координат. При этом методе достигается съем стружки постоянного сечения, что, в свою очередь, способствует повышению стойкости режущего инструмента и снижает возможность его поломки. Рассчитывается оптимальная траектория движения инструмента, сокращается число холостых перемещений, а следовательно, уменьшается время черновой обработки.
- Получистовая обработка выполняется по стратегии Sweeping, когда движение инструмента осуществляется с минимальными затратами времени по траекториям типа эквидистанта, зигзагом.
- При чистовой обработке фреза перемещается, точно отслеживая контур детали, с равномерным шагом по петле, то есть с односторонним рабочим движением, обеспечивающим условия попутного фрезерования, и переходом на безопасную высоту в начале следующей рабочей строки. Это позволяет получить высокое качество поверхности и точность геометрии деталей.
- Затем происходит автоматическое определение зон, недоступных для обработки инструментом, используемым на предыдущей операции (функция Rework), и доработка этих зон инструментом меньшего диаметра с использованием стратегии Contour-driven.
- Последняя операция — нанесение линий контура получаемой при формовании детали (перемещение вдоль кривой по поверхности).
Система CATIA V5 позволяет визуализировать процесс обработки деталей, получить фотореалистическое изображение детали при механической обработке на станке на каждом переходе технологического процесса и сравнить результат обработки с математической моделью. Фотореалистическое изображение может быть записано в формате CGR и при необходимости использовано в виде заготовки для дальнейших технологических операций. Также возможно динамическое моделирование процесса обработки с визуализацией съема материала. Вращение модели, ее перемещение, масштабирование, контроль размеров позволяют полностью моделировать работу на станке и просматривать на экране изображение траектории движения инструмента в процессе обработки. Благодаря этому сокращается время обработки деталей на станке, так как исключается отладка управляющих программ на станке, повышается эффективность использования оборудования и повышается производительность труда.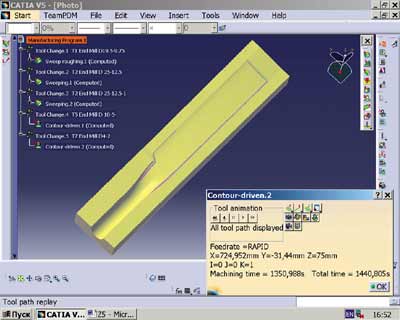
Управляющая программа генерируется в формате АРТ и с помощью программы переформатирования согласуется с входным форматом имеющейся библиотеки постпроцессоров для отечественных станков.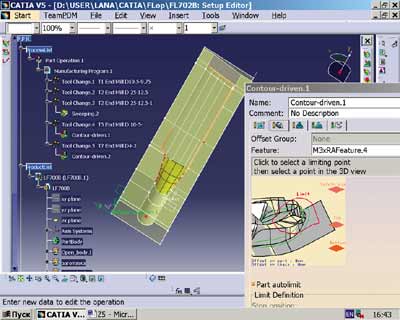
И хотя CATIA ориентирована на создание управляющих программ для современных высокоскоростных станков импортного производства, практика использования системы на ОАО «КАМОВ» показала, что она легко адаптируется под станки российского производителя (типа ФП17СМН, 6М616Ф4).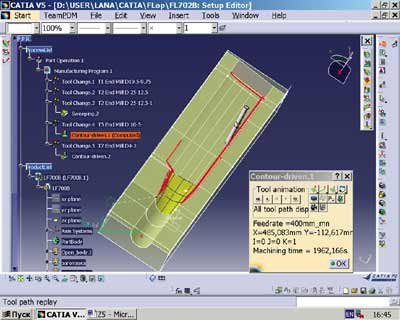
Прошло чуть больше года с момента выхода модулей NC-Manufacturing, тем не менее уже сейчас очевиден тот факт, что рассмотренные выше модули стали мощным инструментом в руках технолога-программиста, позволяющим повысить производительность труда при разработке управляющих программ. Предназначенные для объемной обработки любых поверхностей деталей и имеющие разнообразные стратегии обработки, модули ЧПУ позволяют с помощью управляющих программ изготовлять на станках ЧПУ детали сложной конфигурации с высокой точностью и отличным качеством поверхности. Исключительно гибкие возможности системы позволяют оптимизировать время обработки.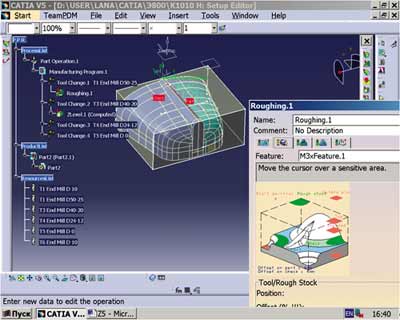
Однако следует отметить, что система CATIA V5 требует от пользователя некоторого изменения психологии и нового подхода к технологии механообработки деталей на станках с ЧПУ. В то же время основные методы при работе по созданию управляющих программ в системе CATIA являются достаточно простыми и наглядными благодаря интерфейсу на основе графических диалоговых окон, а также возможности получения интерактивной помощи в процессе работы.
Приятным является тот факт, что развитие системы не стоит на месте. Благодаря постоянным системным доработкам и обновлениям значительно увеличилась устойчивость системы, расширились ее функциональные возможности.
За время эксплуатации на ОАО «КАМОВ» система CATIA, адаптированная к российским станкам, показала себя работоспособной, подтвердила свою высокую эффективность и надежность.
Мир Этикетки 8'2002
|