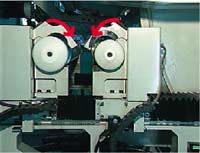
Гильзы во флексографииМонтаж гильзы в печатной машине Гильзы для монтажа печатных форм Гильзовые (рукавные) печатные формы
В настоящее время технология сменных гильз находит все более широкое применение во флексографской печати. Главным достоинством гильзовой технологии является существенное снижение трудоемкости и сокращение времени переналадки печатной машины. Гильза (от нем. Hu..lse — оболочка) — сменная вставка в виде полого цилиндра, устанавливаемая в печатной машине и выполняющая функции формного цилиндра, формы или анилоксового вала. Использование гильз позволяет значительно сократить время замены форм во флексографских машинах. При традиционной технологии при замене форм производится демонтаж цилиндров с формами предыдущего заказа и монтаж цилиндров с новыми формами. В узкорулонных флексографских машинах секционного построения этот процесс осуществляется достаточно быстро, поскольку цилиндры имеют незначительный вес, а печатные секции легко доступны для обслуживания. Совершенно иная картина наблюдается при смене заказа на широкоформатных машинах, строящихся, как правило, по ярусной или планетарной схеме. Печатные аппараты здесь трудно доступны, цилиндры имеют крупные габариты и значительный вес, поэтому процесс замены форм связан с большими потерями времени. Применение роботизированных, полностью автоматизированных систем замены цилиндров способно существенно сократить время замены форм, однако машины, оснащенные подобными системами, стоят чрезвычайно дорого.
Установка гильзы на несущий цилиндр Сущность гильзовой технологии заключается в исключении из процесса перенастройки печатной машины между заказами, трудоемкого и длительного процесса монтажа/демонтажа формных цилиндров и анилоксовых валов. Благодаря этому появляется возможность значительно снизить потери времени на перенастройку печатной машины и повысить рентабельность производства.
Гильзы в печатной секции Монтаж гильзы в печатной машинеГильзы монтируются на несущем цилиндре, устанавливаемом в печатной машине на двух опорах, одна из которых является разъемной. Для замены гильзы разъемная опора открывается, вследствие чего несущий цилиндр и установленная на нем гильза становятся доступными для обслуживающего печатную машину персонала. В высокоавтоматизированных машинах разъемная опора несущего цилиндра может открываться и закрываться автоматически, в менее сложных машинах эта операция выполняется вручную.
Процесс демонтажа гильзы По форме внутренней поверхности гильзы делятся на цилиндрические и конические (то есть такие, у которых внутренняя поверхность представляет собой усеченный конус). В последнее время в результате разработки простой технологии монтажа/демонтажа цилиндрических гильз конические гильзы применяются очень редко.
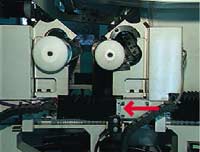
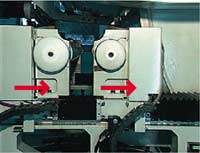
Автоматическая система закрывания разъемной опоры и передвижения цилиндров в рабочее положение Для обеспечения прочной посадки цилиндрической гильзы на несущем цилиндре и для исключения ее проскальзывания относительно поверхности цилиндра во время печати гильза устанавливается с натягом величиной 50-200 мкм. Для облегчения процесса монтажа используется эффект «воздушной подушки»: с торцовой стороны цилиндра осуществляется подача сжатого воздуха, который выходит наружу через отверстия-сопла на поверхности цилиндра. Под давлением воздуха внутренний диаметр цилиндрической гильзы увеличивается, и она свободно скользит по поверхности несущего цилиндра. После прекращения подачи воздуха гильза прочно фиксируется на цилиндре. Структура гильзНаибольшее применение в настоящее время получили многослойные и монолитные гильзы. Многослойные гильзы обычно включают три слоя: внутренний, средний и внешний, скрепленные между собой смолами. Внутренний слой является несущим и, как правило, выполняется из стеклопластика. Средний слой гильзы определяет ее внешний диаметр и, следовательно, длину оттиска. Данный слой должен обладать хорошими компрессионными свойствами. Деформация этого слоя должна компенсировать растяжение внутреннего слоя, возникающее при монтаже и демонтаже гильзы. Такое свойство особенно важно для анилоксовых гильз, поскольку в случае растяжения их внешнего слоя в керамическом покрытии могут образовываться трещины. Средний слой выполняется из полиуретана, стекловолокна и смол. Свойство внешнего слоя зависит от функции гильзы. Наружные оболочки обычно выполняются из полимеров или металлов. Для придания гильзам необходимых эксплуатационных качеств наружные слои шлифуются и полируются.
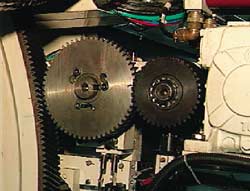
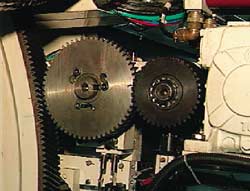
Традиционный привод формного и анилоксового валов Монолитные гильзы обычно выполняются из металла методом электролиза и отличаются очень малой толщиной. Классификация гильзНекоторые признаки, по которым возможно производить классификацию гильз, уже упоминались выше: это форма внутренней поверхности гильзы и количество слоев. Однако наиболее существенным признаком, определяющим особенности строения и основные характеристики гильз, является их функциональное предназначение. В флексографской печати нашли применение следующие виды гильз:
Гильзы для монтажа печатных формДанные гильзы предназначены для монтажа на них фотополимерных флексографских печатных форм. Их применение позволяет исключить необходимость покупки комплектов сменных формных цилиндров.
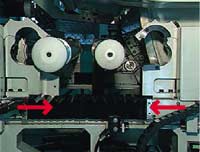
Индивидуальный привод формного и анилоксового валов Такие гильзы могут иметь как твердую, так и сжимаемую поверхность. Внешний слой гильз с твердой поверхностью обычно выполняется из полиуретана с покрытием из резины или пластмассы. При использовании гильз с твердой поверхностью формы монтируются с помощью губчатых клейких лент. На гильзы устанавливаются формные пластины толщиной 1,7-7,0 мм, предназначенные в основном для печати на картоне. Гильзы со сжимаемой, или компрессионной, поверхностью, выполняемой из пористого полиуретана, используются для установки тонких фотополимерных пластин толщиной менее 1,7 мм, которые предназначены для высококачественной печати на различных материалах. Чтобы восстанавливать исходную форму сразу после прохождения через зону печати, поверхность таких гильз должна обладать высокой упругостью. Монтаж форм на поверхности гильзы обычно производится с использованием липких лент, однако в последнее время появились гильзы с адгезионным покрытием. При применении подобных гильз липкие ленты не используются, так что риск повреждения формных пластин во время демонтажа практически отсутствует. Вместе с тем адгезионный слой обеспечивает надежное крепление пластины, не повреждается в результате воздействия красок и растворителей, отличается долговечностью. После печати форма с гильзы может демонтироваться, а гильза использоваться снова; в случае повторного выполнения заказа гильза вместе с формой может быть отправлена на хранение. Если же заказ повторяется часто, целесообразно хранить монтаж на гильзе. При повторной печати использование монтажа на гильзе позволяет получить более качественные результаты, так как при демонтаже пластин обычно невозможно бывает избежать ее небольших деформаций, что негативно сказывается на качестве выполнения повторного заказа. В случае если заказ повторяется редко, вопрос о том, хранить ли форму смонтированной на гильзе или отдельно, решается исходя из величины наличного запаса гильз. При отсутствии или незначительном числе гильз с данной длиной отпечатка вряд ли имеет смысл занимать гильзу для хранения формы. Гильзы со смонтированными на них формами должны храниться в вертикальном положении в хорошо проветриваемом прохладном помещении без значительных колебаний температуры. Требуемые геометрические размеры гильзы определяются следующими факторами:
Изменяя внешний диаметр гильзы, можно изменять длину оттиска. Если в печатной машине используется традиционная централизованная система привода, изменение длины оттиска возможно с некоторым постоянным шагом, величина которого зависит от параметров зубчатого зацепления. При использовании индивидуальных приводов возможно плавное изменение длины оттиска. Срок службы гильз обычно достаточно продолжителен, а при строгом соблюдении правил эксплуатации и хранения гильз он может быть существенно увеличен. Гильзы необходимо содержать в чистом виде. Краски, растворители и пыль не должны образовывать отложения на поверхности гильз или попадать в поры компрессионных слоев. Гильзовые (рукавные) печатные формыГильзовые печатные формы производятся либо методом гравирования, либо по фотополимерной технологии. Гильзы для гравирования изготавливаются из резины или полиуретана и представляют собой бесшовные печатные формы. Подобные формы могут быть также не гравированными и использоваться для нанесения сплошного красочного слоя или лаковых покрытий. Не так давно ряд производителей представили специализированные комплекты оборудования для производства гильзовых фотополимерных форм. Производство таких форм обычно начинается с предварительного экспонирования пластины в плоскостной установке, после чего она монтируется на гильзе. Гильзовые фотополимерные формы могут быть как со швом, так и бесшовные. При изготовлении бесшовной формы края пластины свариваются и производится шлифовка поверхности получившейся рукавной формы. Далее технологический процесс включает все традиционные для изготовления фотополимерных форм этапы: основное экспонирование, вымывание, сушку и финишинг. В последнее время все более широкое распространение получает цифровая технология изготовления гильзовых форм, предполагающая использование маскированных фотополимеров. При производстве гильзовых форм нет необходимости учета дисторсии (изменения геометрических размеров изображения после установки пластины на цилиндр), поэтому точность геометрических размеров изображения на форме повышается. Гильзовые бесшовные фотополимерные формы позволяют осуществлять высококачественную печать непрерывных изображений. Ранее такую возможность давало только использование глубокой печати. Анилоксовые гильзыАнилоксовые гильзы имеют твердую полированную металлическую оболочку, на которую наносится керамическое покрытие с растровой структурой. К точности изготовления этих гильз предъявляются повышенные требования, так как отклонения геометрических размеров анилоксовых гильз могут снизить качество печати, увеличить износ поверхности гильзы и ракельного ножа. Гильзы-переходникиУстановка гильзы-переходника на несущий цилиндр позволяет увеличить его диаметр. Благодаря этому переходники позволяют увеличить количество используемых с одним несущим цилиндром типоразмеров гильз и расширить диапазон длин оттисков. Монтаж гильз с печатными формами или гильзовых форм на переходник может производиться как в печатной машине, так и вне ее. Для облегчения монтажа конструкция гильз-переходников предусматривает возможность создания «воздушной подушки». Мир Этикетки 8'2002 |