Оборудование тампонной печатиКлассификация машин тампонной печати Конструкции машин тампонной печати
Различные модели современных машин тампонной печати существенно различаются по производительности, технологическим возможностям, габаритам и многим другим параметрам. Попытаемся разобраться в их многообразии. Классификация машин тампонной печатиПрименяемые в настоящее время машины тампонной печати можно классифицировать по следующим признакам:
По виду привода различают следующие виды станков и машин: электромеханические; гидравлические; пневматические; электропневматические. При использовании электромеханического привода возникает необходимость преобразования вращательного движения в линейное. Для этого необходимы достаточно сложные механизмы, поэтому электромеханический привод используется в основном в дорогостоящих машинах тампонной печати с программным управлением. Гидравлический привод позволяет создавать высокое давление, поэтому он используется в машинах тампонной печати большого формата. Пневматический и электропневматический приводы отличаются невысокой стоимостью, хорошей управляемостью и простотой обслуживания, вследствие чего эти виды приводов наиболее часто используются в машинах тампонной печати. В пользу пневматического и электропневматического привода также говорит стабильность давления, которое создается либо централизованной пневмосистемой, либо индивидуальным компрессором. В процессе печатания тампон забирает печатную краску с формы после чего перемещается к запечатываемому изделию и наносит на него краску. По типу движения тампона различают два вида машин: с вертикальным и горизонтальным перемещением тампона и с перемещением тампона только по вертикали.
В первом случае (рис. 1) тампон 1 опускается на печатную форму 2, воспринимает красочное изображение, горизонтальным движением перемещается в позицию над поверхностью запечатываемого изделия 3, после чего опускается и переносит на него изображение. Затем тампон возвращается в исходное положение. В описанной системе красочная система, формодержатель и предметный стол с изделием неподвижны, а все перемещения, необходимые для переноса изображения с формы на запечатываемое изделие, совершает тампон. К достоинствам такой системы относятся удобство регулировки и контроля печатного процесса, высокий уровень безопасности. Недостатком является то, что при большой скорости работы машины мягкие тампоны могут раскачиваться.
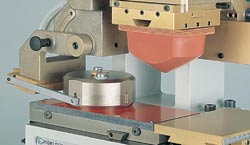
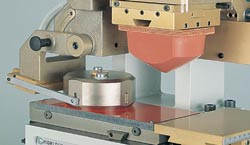
Во втором случае (рис. 2) тампон совершает только вертикальное перемещение. Сначала тампон 1 опускается на печатную форму 2, воспринимая краску. Далее тампон поднимается, а печатная форма отходит в сторону, открывая запечатываемое изделие 3. И наконец, тампон опускается и переносит краску на запечатываемую поверхность. Плюсами такой системы являются возможность печатания на высоких скоростях, поскольку тампон не перемещается в горизонтальной плоскости и поэтому его раскачивание исключено. Минусы — это менее удобные регулировка и наладка машины, а также повышенная травмоопасность для обслуживающего персонала. По степени автоматизации печатное оборудование может быть ручным, полуавтоматическим и автоматическим. В ручных станках все операции в процессе печатания выполняются печатником вручную. Подобные станки часто используются для пробной печати, когда необходимо проверить качество печатной формы или подобрать и проверить краску под конкретный материал. Иногда такие станки используют для печатания небольших тиражей. Среди достоинств этих машин нужно назвать простоту подготовки к печатанию и невысокую стоимость, а недостатками —низкую производительность, невысокое и неравномерное давление печати, а также сложность печатания на крупногабаритных упаковках и изделиях. В полуавтоматических машинах все операции выполняются автоматически, за исключением транспортировки запечатываемого изделия, которое подается и снимается вручную. В автоматических машинах тампонной печати все операции, включая подачу и съем запечатываемого изделия, осуществляются автоматически. Такие машины обычно бывают специализированными, рассчитанными на запечатывание определенного изделия или группы изделий примерно одинакового размера и формы. По красочности оборудование тампонной печати может быть одно-, двух-, и многокрасочным (обычно от трех до шести красок). Многокрасочные машины строятся на основе компоновки печатных секций. В настоящее время используются преимущественно две схемы их построения.
В первой схеме запечатываемая упаковка или изделие перемещается от одной печатной секции к другой с помощью челнока или транспортера (рис. 3). Этот принцип применяется при построении автоматизированных поточных линий, поскольку позволяет устанавливать не только печатные секции, но и различное дополнительное оборудование, например устройства промежуточной сушки или предварительной обработки и т.п. К недостаткам таких схем построения относятся: большие габариты и высокая сложность подготовки к печати и настройки, а габариты запечатываемой упаковки или изделия ограничены в узких пределах. Кроме того, необходимо иметь несколько одинаковых оснасток или держателей запечатываемых объектов, что ведет к дополнительным затратам. Во второй схеме использован карусельный принцип компоновки секций: запечатываемое изделие устанавливается на неподвижной стол, а печатные секции поочередно подводятся к запечатываемой поверхности. В машинах этого типа не применяются ни транспортеры, ни челноки, что позволяет значительно упростить процесс подготовки к печати и настройки машины. При данной схеме построения стало возможным производить автоматическую очистку тампонов, а по размерам запечатываемой упаковки или изделия имеет значительно меньше ограничений. По типу красочной системы машины тампонной печати делятся на две группы: с открытой и с закрытой красочной системой. Открытая красочная система включает красочную ванну с углублением для краски и поверхностью для установки печатной формы. Печатная форма может либо крепиться на магнитах, впрессованных в ванну, либо приклеиваться двухсторонней липкой лентой или клеем. Краска наносится на печатную форму и удаляется с пробельных элементов при помощи ракельного модуля, состоящего из краскоподающего шпателя и ракеля. Сначала шпатель наносит краску на печатную форму, а затем на форму опускается ракель, который при обратном ходе модуля удаляет краску с пробельных элементов формы. Важным достоинством открытой красочной системы является то, что печатная форма имеет вдвое меньшие размеры, чем в закрытых системах при таком же формате оттиска. Основной недостаток — непостоянство вязкости краски в следствии испарения растворителя. Наличие в открытой системе ракеля требует дополнительного времени на его наладку. К тому же применение открытых красочных систем ухудшает условия труда. Закрытые красочные системы имеют магнитный или механический прижим, могут быть монолитными или со съёмными ракельными кольцами. Кольца, в свою очередь, бывают металлическими или керамическими. По способу заливки краски различают закрытые красочные системы с верхним и с нижним заливом.
Закрытая красочная система, показанная на рис. 4, состоит из установочной металлической пластины и перевернутой емкости, стенки которой выполняют функции шпателя и ракеля. Печатная форма фиксируется на штифтах установочной пластины, в которую иногда впрессовываются магниты. В закрытой системе растворитель не испаряется, так что вязкость краски остается постоянной в течение длительного времени. Конструкции машин тампонной печатиРассмотрим конкретные конструкции машин на примере оборудования фирм Morlock и TampoPrint (Германия). Однокрасочные машины
МТМ-100 (рис. 5) и МТМ-100 GF фирмы Morlock — настольные универсальные печатные машины с пневматическим приводом. МТМ-100 GF имеет закрытую красочную систему, что сокращает время подготовки машины к печати. Технические характеристики этих машин представлены в таблице. Технические характеристики однокрасочных машин тампонной печати
Машины позволяют осуществлять работу в следующих режимах:
При подготовке машины к печати выполняют наладку и регулировку красочной системы, привода тампона и предметного столика. Машина МТМ-100 оборудована открытой красочной системой, включающей магнитную красочную ванну для крепления печатной формы (формодержатель), ракеледержатель с ракельным ножом и краскоподающий шпатель-валик. По окончании печатания тиража производят смывку и очистку красочной системы. Для этого ее разбирают: вначале снимают ракеледержатель, затем — краскоподающий шпатель-валик, а после этого — магнитную красочную ванну. Отработанную печатную форму снимают, поддев ее под край, например отверткой. При подготовке к печатанию нового тиража сначала устанавливают печатную форму, сдвинув ее до упора и опустив. Печатная форма удерживается и фиксируется с помощью магнитов и упоров. После этого устанавливают и заполняют краской красочную ванну, далее монтируют краскоподающий шпатель, а потом ракеледержатель с ракелем. Для полной очистки пробельных элементов печатной формы в процессе печатания следует отрегулировать высоту и параллельность установки лезвия ракельного ножа. При этом нужно помнить, что избыточное давление ракельного ножа на печатную форму недопустимо.
На машинах МТМ-100 GF (рис. 6) и SJC-130 установлена красочная система закрытого типа, включающая краскоподающее устройство, держатель краскоподающего устройства и формодержатель. После окончания печатания тиража краскоподающее устройство отделяют от держателя и снимают его вместе с печатной формой и формодержателем. Затем краскоподающее устройство отделяют от печатной формы с формодержателем, и производят его разборку и чистку (смывку). При подготовке машины тампонной печати к печатанию нового тиража краскоподающее устройство до верхнего края заполняют краской. На формодержатель устанавливают печатную форму и накладывают их сверху на краскоподающее устройство. Затем весь узел переворачивают таким образом, чтобы краскоподающее устройство оказалось на поверхности печатной формы, и устанавливают в машину. Следующей операцией является установка тампона: к деревянному основанию тампона приворачивается держатель, который затем фиксируется на подвижной каретке. С целью получения оптимальных результатов печати следует установить минимальное давление тампона по отношению к печатной форме и запечатываемой поверхности изделия, причем тампон должен полностью забирать краску с печатной формы и переносить ее на запечатываемую поверхность. При настройке машины вначале выполняются регулировка ходя тампона относительно печатной формы, а также выравнивание его положения относительно изображения на форме. Затем тампон переводят в положение над запечатываемым изделием и регулируют давление тампона на изделие. В процессе печатания изделие позиционируют на предметном столике с помощью упоров или специально изготовленной оснастки. Для облегчения выравнивания изделия положение предметного столика в горизонтальной плоскости может регулироваться. В зависимости от высоты или толщины запечатываемого изделия может выполняться и регулировка положения предметного столика по вертикали. Перед началом печатания тиража следует произвести пробную печать. Предварительно производится проверка крепления всех съемных узлов и деталей. Далее запечатываемое изделие устанавливают на предметном столике и выполняют один цикл печати. Если положение изображения не соответствует заданному, то осуществляют регулировку (перемещение) предметного столика в горизонтальной плоскости. В случае слишком высокого или малого давления печати следует отрегулировать ход тампона или высоту предметного столика. Затем процесс печати в режиме однократного цикла повторяют. Если положение и качество изображения на изделии соответствует утвержденному оригиналу, приступают к печатанию тиража. Двухкрасочные машиныМТЕ-1 фирмы Morlock и V-130 Duo фирмы TampoPrint — двухкрасочные печатные машины напольного исполнения с электропневматическим приводом. В обеих машинах изделие неподвижно фиксируется на столе, а тампоны совершают перемещение в горизонтальной плоскости, что обеспечивает простую и быструю настройку машины, удобное запечатывание крупногабаритных изделий, достижение надежного совмещения красок на протяжении печатания всего тиража. В отличие от некоторых других двухкрасочных машин, МТЕ-1 предоставляет возможность раздельной настройки положений тампонов. Это позволяет использовать в разных печатных аппаратах различные по твердости, форме и размеру тампоны, упрощает печать на рельефных и габаритных изделиях.
В машинах МТЕ-1 и V-130 Duo (рис. 7) установлены красочные системы закрытого типа. Емкость с краской и ракельный нож соединены в единой конструкции — небольшой металлической емкости из особо твердых сплавов. Внутри находится магнит, обеспечивающий плотный и равномерный контакт боковых стенок устройства с поверхностью печатной формы. Воздух не имеет доступа к краске, что обеспечивает минимальный расход разбавителя, постоянство свойств краски и экологичность производственного процесса. Однокомпонентная краска не высыхает в такой красочной системе в течение целой рабочей недели, поэтому нет необходимости ежедневно смывать красочную систему, что экономит краску и рабочее время, а также обеспечивает одинаковые условия закрепления краски на всех оттисках тиража.
Машина МТЕ-1 оснащена устройством для автоматической чистки тампонов от остатков краски (рис. 8) с целью повышения стабильности качества оттисков.
Многокрасочные машины
МКМ-80 (рис. 9) и МКМ-125 представляют собой напольные универсальные четырехкрасочные печатные машины с электромеханическим приводом. Машины построены по карусельной схеме: изделие устанавливается на предметном столике и последовательно запечатывается четырьмя красками. При этом отсутствует необходимость в его перемещении от одной красочной секции к другой. В машинах применено краскоподающее устройство закрытого типа (рис. 10), что устраняет необходимость настройки ракельного механизма и остановки машины для корректировки вязкости краски.
В конструкции машин используется устройство для автоматической очистки тампонов от остатков краски в процессе печатания. Подготовка машин МКМ-80 и МКМ-125 к печати проводится аналогично МТМ-100 GF, но, конечно, с учетом их конструктивных особенностей. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||