Штанцевать без дефектов!
В процессе штанцевания самоклеящихся этикеток зачастую возникают проблемы, связанные с неправильной глубиной высечки. Некоторые из них можно без труда оперативно устранить в производственных условиях.
Самоклеящийся материал состоит из четырех слоев: лицевого, клеевого, антиадгезионного силиконового и основы (лайнера). В идеальном случае секция высечки должна быть настроена так, чтобы лезвие штанцевального ножа прорезало лицевой слой насквозь и останавливалось по достижении клеевого слоя. Благодаря этому облой легко отделяется от этикеток и без проблем удаляется с поверхности полотна, а этикетки в процессе этикетирования тоже без проблем отделяются от лайнера.
Если штамп не прорезает лицевой слой, облой не удается удалить, однако такой дефект легко идентифицируется печатником и его причины, как правило, удается оперативно устранить увеличением давления высечки. Случай, когда лезвие ножа проходит через клей и останавливается в силиконе, можно считать приемлемым, хотя и неоптимальным.
И наконец, самым худшим вариантом является прорезание ножом силиконового слоя и надрезание лайнера. Этот дефект крайне неприятен, потому что в печатно-отделочной или перемоточно-резальной машине идентифицировать его удается не всегда и проявиться он может уже в процессе этикетирования. В результате разрезания силиконового слоя адгезив может проникать к материалу лайнера и приклеивать к нему этикетку, мешая ее отделению в аппликаторе. Кроме того, повреждение лайнера может приводить к обрыву полотна.
Основными причинами дефектов штанцевания являются:
- загрязнение поверхности магнитного цилиндра;
- загрязнение поверхности штанцевального ножа;
- дефект магнитного цилиндра;
- дефект штанцевального ножа;
- недостаточная жесткость магнитного цилиндра;
- неравномерная толщина лайнера;
- неправильный угол заточки ножа;
- дефект механизмов штанцевальной секции.
Загрязнение магнитного цилиндра и штанцевального ножа краской или клеем, а также повреждение магнитного цилиндра и ножа приводит к неодинаковой глубине штанцевания по площади полотна, а в худшем случае — к прорезанию отдельных участков лайнера. Для идентификации причин таких дефектов следует перевернуть нож на 180° и выполнить штанцевание. Если после этого дефект появляется на том же месте, его причиной может быть загрязнение или дефект цилиндра, если же место прорезания лайнера изменилось – причина в ноже. Для того чтобы убедиться в факте повреждения цилиндра, следует выполнить штанцевание с использованием нескольких разных ножей и проанализировать качество высечки. Проконтролировать правильность изготовления ножа позволяет образец высеченной этикетки, который должен поставляться вместе с инструментом.
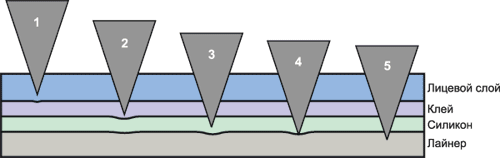
Штанцевание при разной глубине проникновения ножа: 1 — нож не прорезает лицевой слой; 2 — нож останавливается в клеевом слое; 3 и 4 — нож останавливается в силиконовом слое; 5 — нож надрезает лайнер
Еще одной причиной разной глубины штанцевания и прорезания отдельных участков лайнера может быть неравномерность толщины компонентов самоклеящегося материала. Для контроля толщины лайнера и лицевого материала следует использовать микрометр.
Недостаточная жесткость магнитного цилиндра — причина меньшей глубины высечки в середине полотна (вследствие прогиба цилиндра), которая особенно заметно проявляется при штанцевании поперечных линий. Принято считать, что достаточную жесткость имеют цилиндры, длина окружности которых не меньше расстояния между опорными кольцами. При штанцевании макетов, содержащих большое число поперечных линий, следует использовать цилиндры больших диаметров.
Дефекты штанцевания и их возможные причины
|
Дефект
|
Возможные причины
|
|
Прорезание лайнера на отдельных участках
|
Загрязнение поверхности магнитного цилиндра;
загрязнение поверхности штанцевального ножа;
дефект штанцевального ножа;
неравномерная толщина лайнера
|
|
Разная глубина штанцевания по длине полотна без прорезания лайнера
|
Загрязнение поверхностей магнитного или печатного цилиндров;
дефект магнитного или печатного цилиндров;
загрязнение поверхности штанцевального ножа;
дефект штанцевального ножа;
неравномерная толщина лицевого материала
|
|
Разная глубина штанцевания
по сторонам штампа
|
Неправильная регулировка давления;
дефект штанцевального ножа;
дефект механизмов штанцевальной секции;
неравномерная толщина лайнера
|
|
Разная глубина штанцевания в середине и по сторонам штампа
|
Неравномерная толщина лицевого материала или лайнера;
дефект штанцевального ножа;
магнитный цилиндр имеет недостаточную жесткость (слишком маленькое отношение
диаметра к длине)
|
|
Прорезание лайнера по всей площади штампа
|
Диаметр печатного цилиндра не соответствует диаметру штампа;
слишком большая высота ножа;
слишком толстый лайнер;
слишком маленький зазор между магнитным и печатным цилиндрами
|
|
Продольные просечки существенно глубже поперечных просечек
|
Магнитный цилиндр имеет недостаточную жесткость (слишком маленькое отношение диаметра к длине);
слишком маленький зазор между магнитным и печатным цилиндрами (при пониженном давлении штанцевания в момент формирования поперечной просечки штамп резко «подпрыгивает» над печатным цилиндром)
|
|
Повышенная механическая деформация материала
|
Неправильный угол заточки ножа
|
Неправильный угол заточки ножа приводит к необходимости работать с увеличенным давлением штанцевания, что обусловливает повышенный износ оборудования, а также повышенную деформацию полотна. Оптимальный угол заточки ножа зависит от его твердости, а также от характеристик высекаемого материала. Ножи из мягких сталей должны иметь меньший угол заточки, чем инструменты из твердых сталей. Для штанцевания полимерных материалов требуются более острые ножи, чем при работе с бумагой.
Распространенная причина дефектов штанцевания — отклонение от оптимальной величины зазора между магнитным и печатным цилиндрами, вызванное механическим износом цилиндров и подшипников или иными причинами. Требуемая величина этого зазора складывается из высоты штанцевального ножа и толщины лайнера самоклеящегося материала. Как правило, в узкорулонных машинах зазор между магнитным и печатным цилиндрами штанцевальной секции равен 0,48 мм, при этом высота штанцевального ножа варьируется в зависимости от толщины лайнера.
Машины для тиснения фольгой и штанцевания этикеток Rapid Machinery
Машины серий RP и ROP австралийской компании Rapid Machinery предназначены для производства этикеточной продукции с производительностью до 22 тыс. отт./ч.
Двух- или односекционные машины серии RP включают узлы размотки и намотки материала, узел отделения и намотки сетчатых отходов, систему подачи материала
с цифровой регулировкой, одну или две секции тиснения, секцию высечки/вырубки
с регулировкой положения штампов в продольном, поперечном и радиальном направлениях, а также устройство продольной резки с тремя ножами. Подача фольги на каждой секции регулируется раздельно. Опционально могут устанавливаться сканер приводочных меток, ламинатор, резальное устройство, перфоратор, секция припрессовки голограмм со сканером приводки, устройство нумерации. Возможна отделка оборота полотна.
Машины серии ROP комплектуются устройством размотки RPU250 (опция) и намотки материала, сканером приводочных меток, узлом отделения и намотки сетчатых отходов, системой подачи материала с цифровой регулировкой, многоцелевым модулем, а также устройством продольной резки c тремя лезвиями. Дополнительно могут устанавливаться ламинатор, устройство поперечной резки, перфоратор, секция припрессовки голограмм со сканером приводки, устройство последовательной нумерации и второе устройство подачи фольги.
Односекционный многоцелевой модуль ROP Overprinter предназначен для горячего тиснения в один цвет, конгревного тиснения или высечки этикеток. Модуль может быть установлен как в линию с печатной машиной, так и автономно. За один проход он может выполнять только одну технологическую операцию.
|
Практика показывает, что максимальное отклонение величины зазора может составлять ±20 мкм. При слишком маленьком зазоре, что, как правило, вызвано неправильным выбором печатного цилиндра или подшипника, нож даже при пониженном давлении может просекать лайнер. При чересчур большом зазоре требуется повышенное давление штанцевания, что приводит к быстрому износу ножа и подшипников. В некоторых случаях повышенный или неравномерный по ширине зазор характерен для определенных комбинаций магнитных и печатных цилиндров.
Для контроля размеров зазора нужно выполнить следующие действия:
- удалите штанцевальный нож;
- очистите поверхность магнитного и печатного цилиндров;
- установите по обеим сторонам секции оптимальную величину давления (около 21 кг/см2);
- отрежьте три куска оловянной проволоки (припоя) длиной около 40 см каждый;
- промаркируйте проволочки и пропустите их через штанцевальный аппарат: один кусок — посередине и по одному — по бокам (примерно в 5 см от опоры);
- измерьте толщину каждой проволочки в пяти точках с помощью микрометра и посчитайте среднее значение для каждого куска. Эти показатели позволят оценить величину зазора в трех точках по образующим цилиндров.
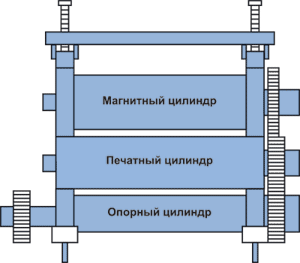
Схема штанцевальной секции
В заключение приведем несколько рекомендаций, которые помогут избежать возникновение многих дефектов:
- используйте минимально необходимое для высечки давление;
- регулярно выполняйте чистку поверхностей цилиндров;
- периодически контролируйте зазор между магнитным и печатным цилиндрами;
- применяйте качественные материалы и инструменты от проверенных поставщиков.
По материалам компании Wink Stanzwerkzeuge
Мир Этикетки 11'2006
|